
Mam ponad 15 doświadczenia w drukowaniu 3D i dzisiaj biorąc je pod uwagę przedstawię Ci 10 najważniejszych ustawień, aby Twoje wydruki były najwyższej możliwej jakości!
1. Ustawienia temperatury głowicy
Dlaczego to ważne: Zbyt wysoka lub zbyt niska temperatura może prowadzić do różnych problemów z jakością druku, takich jak zbyt szybkie lub nierówne nagrzewanie filamentu. Zbyt niska temperatura powoduje, że filament może się nie przyczepić do stołu a ekstruder nie będzie w stanie przepchać filamentu przez niedostatecznie rozgrzaną dyszę, zbyt wysoka temperatura natomiast może sprawić, że model zacznie się wypaczać lub uzyska nierówną teksturę.
Co robić: Sprawdź zalecane przez producenta temperatury dla filamentu, którego używasz (np. dla PLA może to być zakres od 190 do220°C)
Wskazówka: Aby uzyskać najlepsze rezultaty, skalibruj temperaturę za pomocą narzędzi dostępnych w slicerze. Zrób testy na małych modelach (np. kostkach kalibracyjnych), aby znaleźć optymalne temperatury dla danego filamentu.
2. Kalibracja stołu roboczego
Dlaczego to ważne: Jeżeli stół grzewczy nie jest prawidłowo skalibrowany, pierwsza warstwa może nie przyczepiać się równomiernie, co prowadzi do nierówności, zniekształceń lub nawet całkowitego oderwania modelu od stołu.
Co robić: Regularnie wykonuj kalibrację stołu grzewczego. Możesz użyć zwykłej kartki papieru o gramaturze 80g/m^2, aby sprawdzić odstęp między dyszą a stołem w różnych punktach, a następnie dostosować wysokość, aż cała powierzchnia będzie równomiernie
ustawiona.
Wskazówka: Wiele nowoczesnych drukarek 3D ma automatyczną kalibrację, ale jeśli twoja drukarka jej nie ma, warto zainwestować w zestaw pomagający w poziomowania (np. czujnik indukcyjny, pojemnościowy, optyczny, albo sondę BL Touch). Aktualnie używam
sondy, ale zamierzam sprawdzić też inne opcje. To znacznie ułatwia kalibrację.
3. Wybór odpowiedniego filamentu
Dlaczego to ważne: Filamenty o wyższej jakości mają bardziej jednolitą strukturę, co wpływa na lepszą stabilność podczas druku. Zdarzają się filamenty mogące zawierać zanieczyszczenia, które prowadzą do zatkania dyszy i nieestetycznego wydruku. Generalnie na początek, aby się nie zniechęcić to dla własnego komfortu zainwestujcie w filament z dobrymi opiniami. I nie mówię tutaj, żeby kupować najdroższe filamenty, bo drogie nie równa się dobre, a tanie nie oznacza zawsze kiepskiej jakości.
Co robić: Zainwestuj w filamenty sprawdzonych marek. Ale uwaga o każdym filamencie czytaj opinie. Niejednokrotnie miałem taką sytuacje, że ten sam rodzaj filamentu od 1 firmy jest świetny, a inny różniący się np. tylko kolorem był beznadziejny i sprawiał
problemy przy każdym wydruku.
Wskazówka: Zwróć uwagę na odpowiednie warunki przechowywania materiału, ponieważ większość materiałów do druku 3D jest higroskopijnych, a mokry filament nie sprzyja dobrej jakości wydrukom.
4. Dostosowanie prędkości druku
Dlaczego to ważne: Zbyt szybka prędkość druku może prowadzić do słabej jakości wydruku, szczególnie przy bardziej skomplikowanych geometriach. Zbyt wolna prędkość może powodować przegrzewanie materiału i utratę detali. O czym rzadko się mówi, ale przy zbyt dużej prędkości druku, filament nie zdąży się wystarczająco nagrzać w głowicy w efekcie uzyskamy bardziej matowy wydruk, warstwy nie będą ze sobą sklejone, a niekiedy filament nie będzie nawet w stanie wyjść z głowicy drukarki.
Co robić: Sprawdź, jaką prędkość zaleca producent filamentu, a następnie eksperymentuj z różnymi prędkościami, dostosowując je w zależności od rodzaju modelu i skomplikowania geometrycznego. Dla delikatnych elementów (np. bardzo małych detali lub cienkich warstw) zmniejsz prędkość, aby uzyskać większą precyzję.
Wskazówka: Warto skorzystać z ustawienia maksymalnej prędkości objętościowej w slicerach. To ustawienie pozwala na określeniu maksymalnej ilości filamentu jaką jest w stanie przetworzyć głowica bez przerw w wydruku. Slicer dostosowywuje prędkość druku, aby nie przekroczyć tej wartości.
5. Dodanie warstw wstępnych skirt lub brim

Dlaczego to ważne: Warstwa wstępna tzw. brim pomaga w uzyskaniu lepszej przyczepności modelu do stołu i stabilizuje początkowe warstwy. Natomiast skirt czyli ścieżka wokół modelu, ale nie stykająca się z nim, może pomóc w równomiernym rozprowadzeniu materiału przez wyrównanie ciśnienia w dyszy.
Co robić: Dodaj brim jeżeli mamy wysoki model i posiada małą powierzchnie z którą styka się ze stołem to jest to idealna metoda do jego stabilizacji. Dodaj skirt w momencie gdy nie posiadasz czyszczenia głowicy przed wydrukiem w swojej drukarce 3D.
Wskazówka: Dla dużych modeli, które mogą mieć problem z przyczepnością podstawy zwiększenie liczby warstw brimu nawet do kilku warstw – pomoże to zminimalizować wypaczenie.
6. Chłodzenie wydruku
Dlaczego to ważne: Szybkie schłodzenie filamentu podczas druku (szczególnie przy materiałach takich jak PLA) może poprawić jakość detali i zapobiec deformacjom. Jednak nadmierne chłodzenie może również prowadzić do problemów, zwłaszcza przy materiałach takich jak ABS, które są bardziej podatne na skurcz. Przy zbyt niskim chłodzeniu PLA może się podwijać na krawędziach wydruku, doprowadzić to może do zahaczenia ekstrudera o wydruk co finalnie może skończyć się przesuniętą warstwą na wydruku lub jej oderwanie od stołu roboczego. Zbyt silne chłodzenie przy niektórych filamentach może prowadzić do problemów z przyczepnością między warstwami.
Co robić: Dostosuj poziom chłodzenia w slicerze w zależności od filamentu, wybierając odpowiedni profil materiału. Dopasowane chłodzenie doprowadzi do uzyskania lepszej jakość detali.
Wskazówka: Testuj chłodzenie na małych modelach, aby znaleźć optymalny poziom. Generalizując biorąc pod uwagę najczęściej używane filamenty: PLA lubi silne chłodzenie, a większość pozostałych niskie – ale wartość chłodzenia zależy od filamentu. Dla przykładu ABS chłodzimy praktycznie z zerową wartością, a PETG ok. 30%, no ale wiadomo, że wszystko zależy od tego jak mocne posiadamy chłodzenie w druku.
7. Dopasowanie retrakcji
Dlaczego to ważne: Retrakcja to proces, w którym filament jest wycofywany z dyszy, aby zapobiec wyciekaniu materiału w trakcie ruchów jałowych – czyli takich bez ekstruzji. Jeśli ustawienia retrakcji są za niskie, może pojawić się taki problem jak ciągnące się nitki
filamentu pomiędzy drukowanymi powierzchniami. Jednak gdy retrakcja jest ustawiona za wysoko może się okazać, że filament będzie się blokował w dyszy.
Co robić: Eksperymentuj z ustawieniami retrakcji (długość retrakcji i prędkość) w slicerze, aby znaleźć optymalną konfigurację dla swojego filamentu i modelu. Przy pojawianiu się nitek spróbuj na początek zwiększyć wartość retrakcji o 1-2 mm, aby sprawdzić czy taka
wartość jest wystarczająca. Zmniejsz natomiast prędkość retrakcji, aby uniknąć szarpania materiału, szczególnie przy bardziej skomplikowanych modelach.
Wskazówka: Często pojawiające się nitki na wydruku mogą być spowodowane nie źle ustawioną retrakcją, a zawilgoconym filamentem szczególnie może to dotyczyć PET-G. Dlatego jeśli retrakcje masz ustawioną poprawnie, wysusz filament i najprawdopodobniej
problem zniknie. Ustawienia będą się różnic dla głowić direct drive i Bowden – ten drugi przypadek wymaga dużej wyższej wartości retrakcji.
8. Optymalizacja warstwy pierwszej
Dlaczego to ważne: Pierwsza warstwa jest kluczowa dla sukcesu całego druku. Jej zła jakość może prowadzić do problemów z przyczepnością i deformacją modelu. Problemy mogą wyniknąć nawet po prawidłowym skalibrowaniu stołu roboczego – o czym rozmawialiśmy w jednym z wcześniejszych punktów.
Co robić: Polecam drukować pierwszą warstwę wolniej niż reszta wydruku, tak, żeby materiał miał szanse ułożyć się na płycie roboczej. Zwiększ wysokość pierwszej warstwy, zmniejsz prędkość jej druku i upewnij się, że stół jest odpowiednio rozgrzany. Możesz użyć specjalnych substancji do poprawy przyczepności takich jak klej w sztyfcie lub spray do włosów. Pamiętajmy, że bardzo dużo zależy od tego jaką płytę roboczą posiadamy w swojej drukarce 3D. Do różnych płyt roboczych filamenty kleją się w różny sposób. Nie możemy zapomnieć również o tym, aby dobrać odpowiednią temperaturę stołu roboczego do danego materiału.
Wskazówka: Czyszczenie stołu roboczego to absolutna podstawa! Często przyczyną odklejania się pierwszej warstwy jest brud lub tłuszcz zostawiony przez nasze palce. Posiadając stół roboczy ze stali sprężynowej pokrytej natryskową PEI oprócz
każdorazowego oczyszczania stołu z pozostałości po wydruku, pryskam stół sprayem do włosów w miejscach gdzie widocznie go już nie ma. Od czasu do czasu myje stół wodą z mydłem.
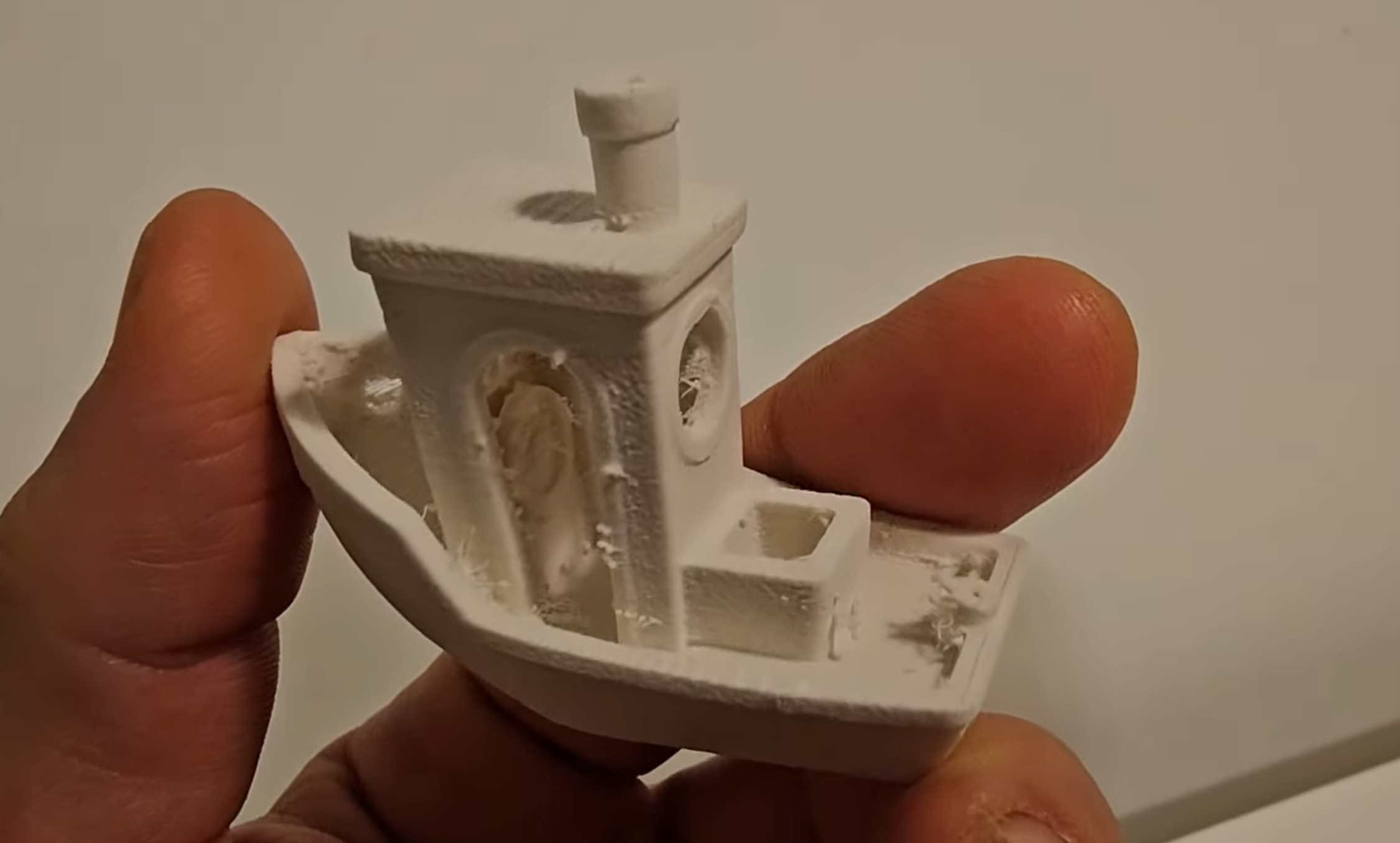
9. Wykorzystanie podpór (support)
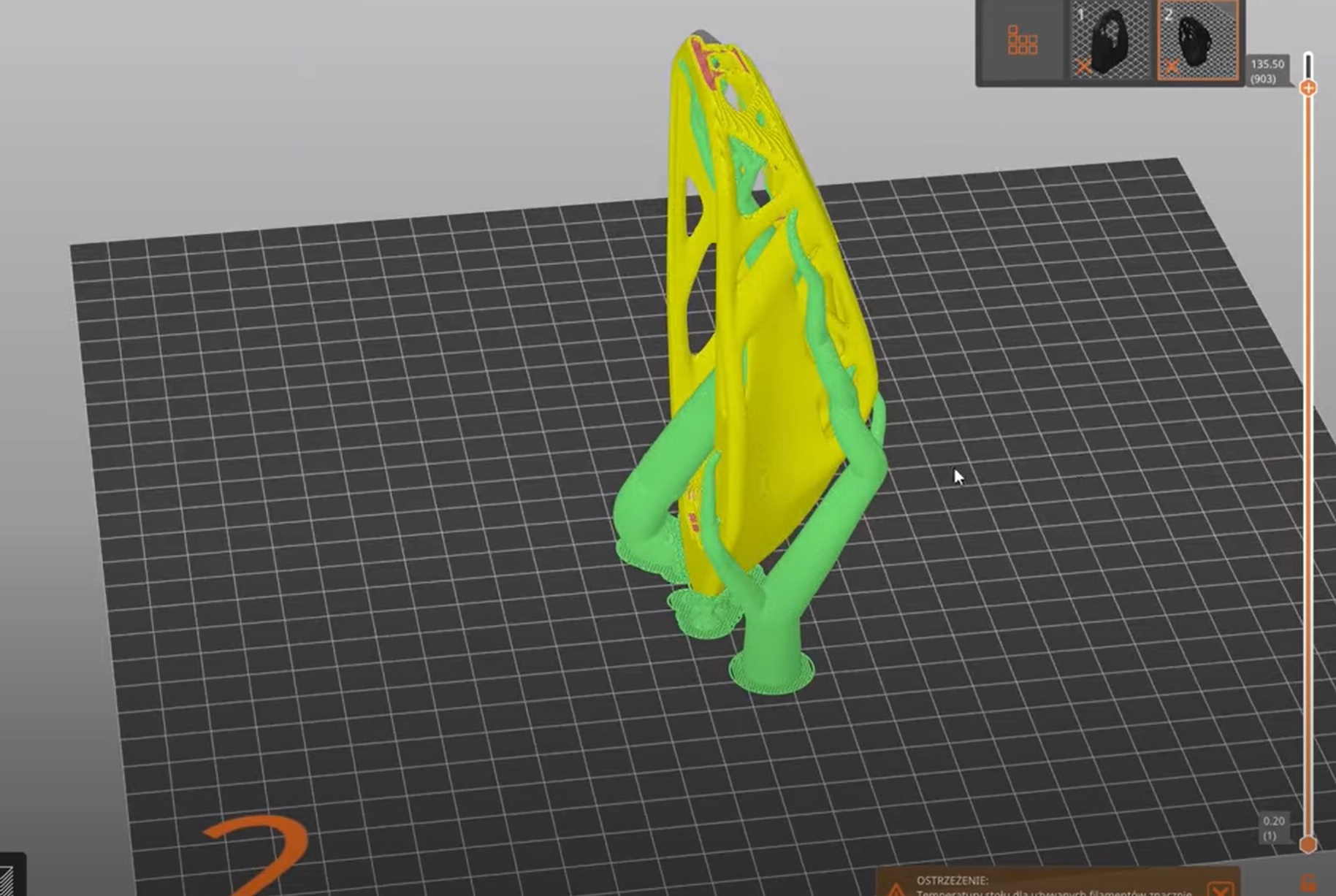
Dlaczego to ważne: Podpory są niezbędne, gdy drukujesz modele z nachylonymi lub wiszącymi elementami. Pomagają one uniknąć zapadania się lub zniekształcania detali podczas drukowania.
Co robić: Używaj odpowiednich ustawień w slicerze, aby dodać podpory tam, gdzie są one najbardziej potrzebne. Slicery z reguły dobrze dopasują ustawienie podpór w zależności od drukowanego modelu.
Wskazówka: Wybieraj podpory organiczne dla bardziej skomplikowanych modeli, które wymagają minimalnej ilości materiału podporowego.
10. Prawidłowe ustawienie przepływu tzw. flow
Dlaczego to ważne: Flow w druku 3D jest kluczowym elementem wpływającym na jakość wydruków, szczególnie w kontekście precyzyjnych detali i równomiernego wytłaczania materiału. Chodzi o kontrolowanie ilości materiału, który jest wytłaczany przez dyszę drukarki. Zbyt mały flow może prowadzić do niedostatecznego wypełnienia, a zbyt duży do zniekształceń, nadmiaru materiału lub nierównych warstw.
Co robić: W slicerze trzeba dostosować parametr flow w zależności od rodzaju filamentu. Obserwuj pierwsze warstwy wydruku – jeśli materiał nie przylega dobrze do stołu roboczego lub widoczna jest nadmiarowa ilość materiału, może to oznaczać problem z ustawieniami flow.
Wskazówka: Filamenty mogą różnić się grubością (średnicą), co wpływa na flow. Zmierz średnicę przed drukiem i ustaw odpowiednią wartość w slicerze, aby zredukować ryzyko problemów. Użyj funkcji "Flow Calibration" w slicerze: Niektóre slicery posiadają wbudowane opcje kalibracji flow, które pozwalają precyzyjnie dostosować parametr na podstawie rzeczywistych wyników druku.
Dołożylibyście jakaś poradę od siebie? Sekcja komentarzy może być skarbnicą wiedzy dla przyszłych Czytelników! Pamiętaj, że ten materiał to tylko zahaczenie o naprawdę szeroki temat i żeby nauczyć się drukowania 3D potrzeba doświadczenia. Także nie zniechęcaj się, trzymam kciuki za Twoje wydruki. Cześć!