Metoda druku 3D, która wykorzystuje utwardzanie żywic polimerowych światłem UV do tworzenia gładkich, stałych obiektów o szerokim zakresie kształtów.
CLIP (Continuous Liquid Interface Production) został wynaleziony przez Josepha DeSimone, Alexandra i Nikitę Ermoshkina oraz Edwarda T. Samulskiego w roku 2014 i był pierwotnie własnością EiPi Systems, obecnie rozwijany przez firmę Carbon. Technologia CLIP została opatentowana 10 lutego 2014 roku.
Jak to działa ?
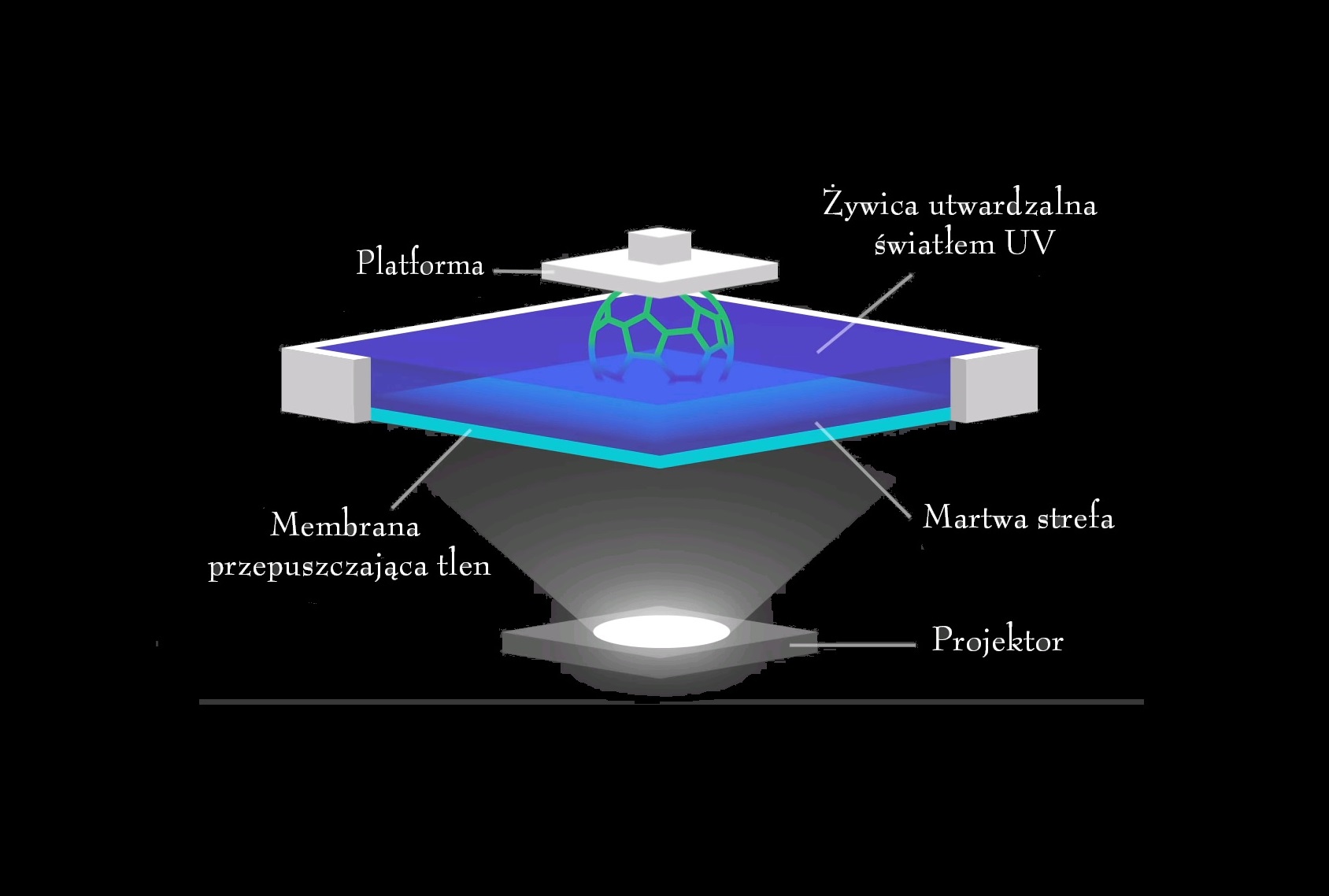
Proces polimeryzacji rozpoczyna się od umieszczenia żywicy światłoczułej w specjalnym pojemniku. Część dolna pojemnika przepuszcza światło ultrafioletowe. Wiązki światła ultrafioletowego z emitera wpadają do wnętrza pojemnika, naświetlając aktualnie przekroje tworzonej części. Światło powoduje utwardzanie się żywicy.
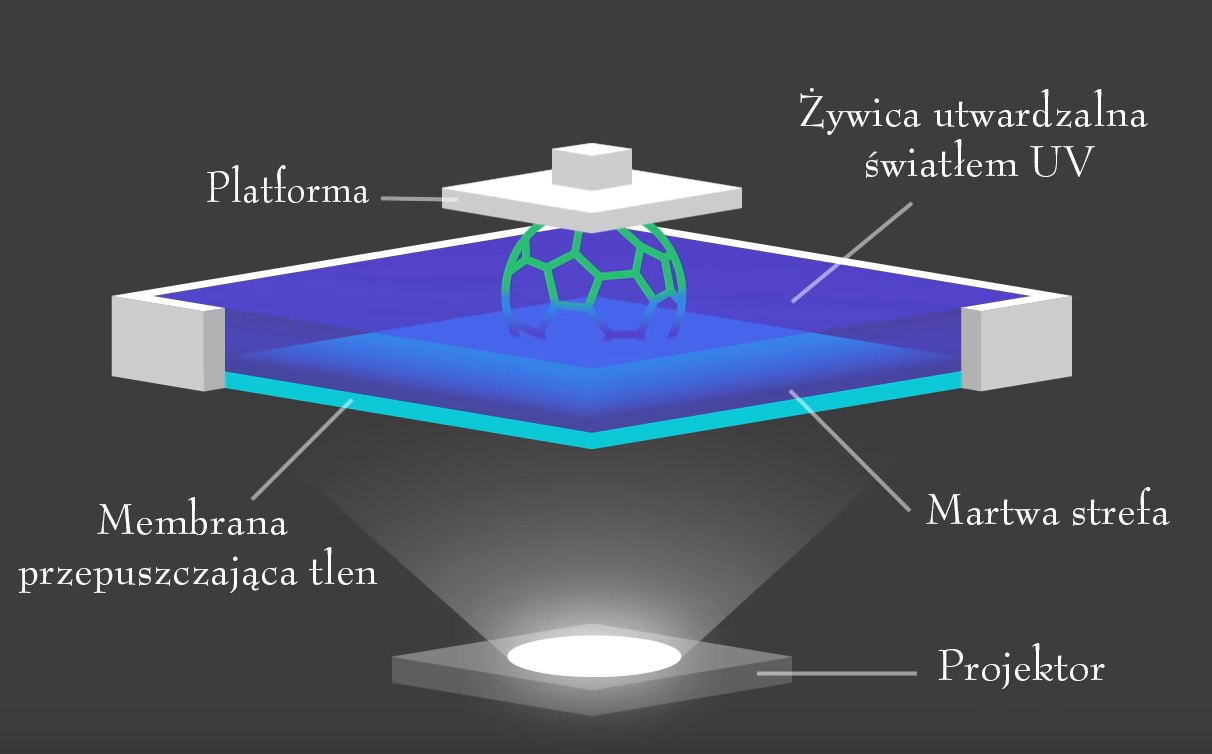
Gdy w procesie fotopolimeryzacji obecny jest tlen, reaguje on z łańcuchami polimeryzującymi i znacznie spowalnia reakcję. W procesie utwardzania tlen powinien zostać ograniczony do minimum, aby utwardzanie było szybsze.
Tuż pod warstwą nieutwardzonej żywicy w pojemniku, znajduje się membrana przepuszczalna dla tlenu zrobiona z Teflonu AF 2400, pozwalająca na przejście odpowiedniej ilości tlenu, która zapobiega zbyt szybkiemu zestaleniu się żywicy i przywarcia do przezroczystego okienka na dnie pojemnika na żywice, przez które wpada światło UV. Zjawisko to tworzy tzw. „martwą strefę”.
Mechanizm stolika podnosi obiekt tworzony z taką prędkością, aby umożliwić przepływ żywicy nieutwardzonej pod obiektem utrzymując cały czas kontakt z jego dolną częścią, a jednocześnie zapewnić odpowiedni czas naświetlania utwardzanej żywicy.
W odróżnieniu od SLA (Stereolitografii) proces drukowania metodą CLIP jest ciągły. Twórcy metody twierdzą, że drukarki pracujące metodą CLIP mogą tworzyć obiekty do 100 razy szybciej niż inne metody drukowania trójwymiarowego.
Powstanie końcowych modeli 3D o odpowiedniej wytrzymałości dzieli się na 2 etapy:
- utwardzanie żywicy światłoutwardzalnej
- nadanie końcowych właściwości mechanicznych i wytrzymałościowych, wydrukowany model wygrzewa się w odpowiedniej temperaturze, która aktywuje zawartą w żywicy specjalną chemię

Zespół odpowiedzialny za powstanie CLIP opracował zależności matematyczne, aby zamodelować zachowanie druku 3D w oparciu o grubość martwej strefy, czas ekspozycji i właściwości żywicy. Twórcy zdefiniowali także relacje, które określają rozdzielczość drukowania na podstawie przewidywanego rozmiaru pikseli, jakości obrazu, a także grubości cięcia modelu.
Izotropia wydruku
Modele wydrukowane tradycyjnymi metodami druku 3D często wykazują zmienną wytrzymałość i różne właściwości mechaniczne w zależności od kierunku, w którym zostały wydrukowane.
Sprowadza się to do tego, że tradycyjne wydruki są mniej wytrzymałe, jeśli będziemy je rozciągać w kierunku normalnym do łączenia warstw (oś Z).
Wydruki metodą CLIP, zachowują podobną wytrzymałość i właściwości mechaniczne we wszystkich kierunkach.
Urządzenia i materiały
Drukarki wykorzystujące tą technologię:
- Carbon M1
- Carbon M2
- Carbon L1
- Carbon M2d
Żywice współpracujące z metodą CLIP:
- EPX – żywica epoksydowa odporna na temperaturę, mocna i twarda
- MPU – medyczny poliuretan – biokompatybilny, sterylizowalny i trwały
- EPU – elastomerowy poliuretan – bardzo elastyczny, sprężysty i odporny na rozdarcie
- IBT – materiał ortodontyczny, przezroczysty
- SIL – silikon – miękki w dotyku, biokompatybilny i odporny na rozdarcie
- RPU – sztywny poliuretan – wszechstronnego zastosowania, twardy i sztywny
- FPU – elastyczny poliuretan – odporny na uderzenie
- CE – ester cyjanianowy – sztywny i odporny na wysoką temperaturę
- UMA – metakrylan uretanu, sztywna, podobna do konwencjonalnych żywic używanych w SLA. Doskonale nadaje się do produkcji uchwytów i prototypów ogólnego przeznaczenia
- DPR – do celów dentystycznych
Koszty
Co ciekawe, drukarek wykorzystujących metodę druku CLIP nie da się kupić, można je tylko wziąć w leasing.
Koszt rocznego wypożyczenia modelu drukarki M2 to 50 tys dolarów, przy czym można ją wypożyczyć na minimum 3 lata.
Dodatkowo urządzenie do czyszczenia wydruków z pozostałości żywic (Smart Part Washer) to 10 tys dolarów na rok.
Potrzebny zestaw narzędzi to jednorazowy koszt rzędu 12,5 tys dolarów.
Podsumowując, koszt użytkowania drukarki Carbon M2 przez 3 lata nie licząc kosztów materiałów to 192,5 tys dolarów (2019 rok)
Źródła: www.carbon3d.com